Löten
Nicht trennbare Verbindungen der zuvor gefertigten Teile aus Messingblech bzw. Teile aus Ätzbausätzen lassen sich am einfachsten durch Löten herstellen - jedoch ein Kapitel, mit dem sich zahlreiche Modellbahner recht schwer tun. Beim Löten von Messing, aber auch beim Neusilber, wird aufs Weichlöten zurückgegriffen. Das
Lot, umgangssprachlich auch Lötzinn, besteht aus Metalllegierungen mit einem niedrigeren Schmelzpunkt als der zu verbindenden Teile. Der Schmelzpunkt ist
abhängig von der Zusammensetzung der Legierung und liegt bei Weichloten zwischen 140 … 310 oC, bei den im Modellbau verwendeten Loten um 180 … 200 oC.
Aus Umweltgründen wird künftig bei Loten auf den Zusatz von Blei verzichtet, bei diesen liegt der Schmelzpunkt mit etwa 220 oC etwas höher. Die Erwärmung des
Lotes sowie der Teile erfolgt durch Lötkolben.
Lötkolben
Eine vorhandene Lötstation hat sich nicht bewährt, findet nur Anwendung bei Elektroarbeiten sowie Löten von Weißmetallbausätzen. Deshalb finden mehrere
Lötkolben abhängig von der Größe (sowie Stärke) der zu verbindenden Teile Verwendung. Für die meisten Arbeiten reichen Leistung von 20 sowie 40 W, ein
Lötkolben mit 100 W findet Verwendung bei massiven Messingteilen (wie Rundmaterial) bzw. bei Messingblech in größerer Stärke (1,5 mm). Die Form
handelsüblicher Lötspitzen sind für den Modellbau weniger geeignet. Für Lötnähte ist eine keilförmige Form mit spitzer Schneide am zweckmäßigsten, die selber
gefertigt werden muß. Um ein Verzundern der Lötspitzen zu vermeiden, ist diese beim Löten zwischendurch an einem feuchten Schwamm abzustreichen, bei
längeren Pausen sollte der Lötkolben vom Netz getrennt werden. Trotzdem leiden die Lötspitzen, insbesondere durch die verwendung der Flussmittel.
Flussmittel
Ein Löten von Messingblech sowie massiven Messinggussteilen ist ohne Flussmittel, in dem Fall Lötwasser nicht möglich. Lötwasser entoxidiert die Lötstelle vor
dem Löten und verhindert das erneute Oxydieren beim Löten selber. Ohne diese Behandlung sind die Benetzungseigenschaften des Messingblechs derart schlecht,
dass eine Lötnaht kaum möglich ist, Messinggussteile können regelrecht verbrennen. Da Flussmittel aggressiv (ätzend) sind, deren Rückstände bei der
Weiterverarbeitung zum Oxydieren der Werkzeuge führen, sollten diese nach dem Löten vor weiteren Arbeiten abgewaschen werden. Ein kleiner Tipp: die kleinen
Fläschchen mit Lötwasser unbedingt standfest in einem Ständer etc. fixieren. Diese fallen, natürlich vorzugsweise bei auf der Arbeitsfläche ausgebreitetem
Werkzeug zu gerne um.
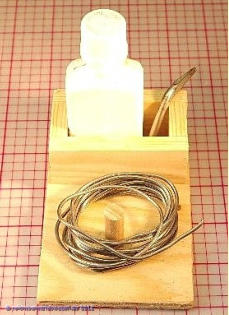
Links Lötunterlage, Lötzinn und Lötwasser sowie Lötkolben mit 20 / 100 / 40 Watt, rechts Halter für Lötwasser und Lötzinn.
Vorverzinnen
Im Zusammenhang mit Löten genannte Leistungsangaben der Lötkolben erscheinen aus meiner Erfahrung oft als überdimensioniert. Richtig ist, dass eine zu
geringe Leistungsaufnahme nachteilig ist und gerade deshalb zu einer übermäßigen Erwärmung der zu verlötenden Teile führt. Eine übermäßige Erwärmung der
Teile wird vermieden, indem die Fügestellen der Einzelteile vor dem Zusammenlöten verzinnt werden. Eventuell zuviel aufgetragener Lötzinn (Buckel, Nasen) an
den Fügestellen ist vor der weiteren Verarbeitung zu entfernen.
Die beabsichtigte Lötstellen wurden vor der Weiterverarbeitung mechanisch gereinigt sowie verzinnt.
Verlöten
Die zu verbindenden Teile werden positioniert, nochmals mit Flussmittel benetzt und je nach Art der Lötstelle (flache Überlappung, Eckverbindung, Befestigung
Zurüstteile) mit entsprechend nochmals verzinnter Lötspitze verlötet. Durch die vorverzinnten Teile kann das Lot ungehindert in die Fugen fließen und ergibt eine
gleichmäßige, saubere Lötnaht. So wurde der seitliche Rand der Messinggrundplatte für ein Triebwagendach erst nach dem Aufkleben sowie Verschleifen von zwei
Dachteilen als Polystrol verzinnt und ein Blechstreifen als Regenrinne angelötet!
Dach aus Polystrol aufgeklebt auf eine Messinggrundplatte mit nachträglich angelöteter Regenrinne.
Bei größere Baugruppen, wie Gehäusen werden nach dem Vorbereiten der Teile diese auf einer Lötunterlage platziert, ggf. durch Stahlstifte in den Löchern fixiert,
Höhenunterschiede sowie Schrägen werden durch kleine Leisten unterstützt. Die Teile werden zunächst nur durch kleine Lötpunkte geheftet, an den Lötstelle außen
auf Passung (kein Spalt, gerader Verlauf, kein horizontaler Höhenversatz) kontrolliert. Die weiteren Seitenteile des Gehäuses werden ebenfalls nur geheftet, danach
das Gehäuse auf Verzug kontrolliert. Nach dem Verlöten der Seitenteile wird je nach Bausatz die stabilisierende Dach- oder auch Bodenplatte eingelötet, möglichst
mit Druck die Seitenwand an die Dachplatte gedrückt und dann verlötet. Dabei die Lötnaht nicht sofort durchgehend angelegen, besser ebenfalls nur in kleinen
Etappen, bei denen jeweils die Lötstelle auf richtigen Sitz kontrolliert wird. Durch diese Vorgehensweise wird eine übermäßige Erwärmung der Teile vermieden, eine
umständliche Fixierung des Gehäuses mit Spanneinrichtungen entfällt. Lediglich ein paar Leisten werden zur gleichmäßigen Verteilung des Druckes sowie zur
Vermeidung einer übermäßigen Erwärmung der Finger benötigt. Erst danach werden die bis dato nur gehefteten Fügestellen der Seitenteile, ebenfalls mit Zugabe
von Flussmitteln mit einer durchgehenden Lötnaht versehen.
Nicht gelungene Lötstellen werden vor weiteren Lötverbindungen korrigiert, zuviel aufgetragener Lötzinn an den Lötstellen wird mit Entlötlitze oder einer Löt-
saugpumpe entfernt.
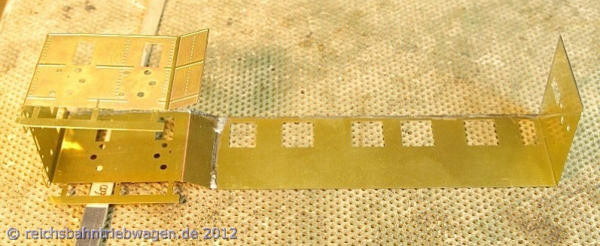
Nach dem Ausrichten der Teile wird die erste Lötstelle geheftet.
Alle Seitenteile des Gehäuses zusammengesetzt, die Lötstellen nach wie vor nur geheftet.
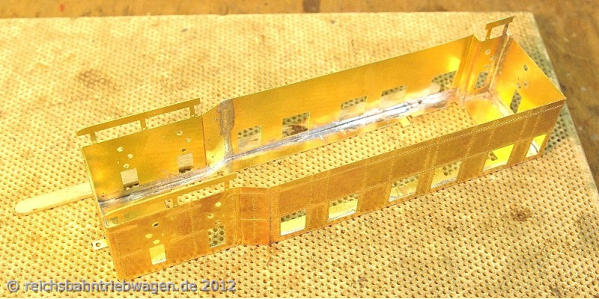
Einlöten einer Dachplatte, dahinter liegende Holzleiste dient zum Andrücken der Seitenteile an die Dachplatte.
Danach erfolgt des Verlöten der zuvor nur geheften Lötstellen der Gehäuseseitenteile.
Versäubern
Nach dem Löten (und dem Abwaschen von Lötrückständen) werden zuerst die Fügestellen von außen versäubert, dafür ist feines Schleifpapier ausreichend. Fallen
die Lötstellen nach der Bearbeitung zur Zufriedenheit aus, wird der Innenraum nachgearbeitet. Bei wie beschrieben vorbereiteten Lötstellen fließt Lötzinn dünn
sowie gleichmäßig in die Fügestellen, so dass kaum Nacharbeiten anfallen. Eventuell doch zuviel Lötzinn wird mit Fräsern, Schabern, Feilen bzw. Schleifpapier
entfernt. Da Lötzinn Feilen sehr schnell zusetzt, sollten dafür nur extra vorgehaltene, recht grobe Schlüsselfeilen verwendet werden.
Versäubern des Gehäuses nach dem Löten mittels Schleifpapier, Sandpapierfeilen, grobe Nadelfeilen,
Schaber (unten von links), mittels Fräser (oben). In der Mitte Entlötlitze.
ein Kapitel, mit dem sich zahlreiche Modellbahner recht schwer tun. Beim Löten von Messing, aber auch beim Neusilber, wird aufs Weichlöten zurückgegriffen. Das
Lot, umgangssprachlich auch Lötzinn, besteht aus Metalllegierungen mit einem niedrigeren Schmelzpunkt als der zu verbindenden Teile. Der Schmelzpunkt ist
abhängig von der Zusammensetzung der Legierung und liegt bei Weichloten zwischen 140 … 310 oC, bei den im Modellbau verwendeten Loten um 180 … 200 oC.
Aus Umweltgründen wird künftig bei Loten auf den Zusatz von Blei verzichtet, bei diesen liegt der Schmelzpunkt mit etwa 220 oC etwas höher. Die Erwärmung des
Lotes sowie der Teile erfolgt durch Lötkolben.
Lötkolben
Eine vorhandene Lötstation hat sich nicht bewährt, findet nur Anwendung bei Elektroarbeiten sowie Löten von Weißmetallbausätzen. Deshalb finden mehrere
Lötkolben abhängig von der Größe (sowie Stärke) der zu verbindenden Teile Verwendung. Für die meisten Arbeiten reichen Leistung von 20 sowie 40 W, ein
Lötkolben mit 100 W findet Verwendung bei massiven Messingteilen (wie Rundmaterial) bzw. bei Messingblech in größerer Stärke (1,5 mm). Die Form
handelsüblicher Lötspitzen sind für den Modellbau weniger geeignet. Für Lötnähte ist eine keilförmige Form mit spitzer Schneide am zweckmäßigsten, die selber
gefertigt werden muß. Um ein Verzundern der Lötspitzen zu vermeiden, ist diese beim Löten zwischendurch an einem feuchten Schwamm abzustreichen, bei
längeren Pausen sollte der Lötkolben vom Netz getrennt werden. Trotzdem leiden die Lötspitzen, insbesondere durch die verwendung der Flussmittel.
Flussmittel
Ein Löten von Messingblech sowie massiven Messinggussteilen ist ohne Flussmittel, in dem Fall Lötwasser nicht möglich. Lötwasser entoxidiert die Lötstelle vor
dem Löten und verhindert das erneute Oxydieren beim Löten selber. Ohne diese Behandlung sind die Benetzungseigenschaften des Messingblechs derart schlecht,
dass eine Lötnaht kaum möglich ist, Messinggussteile können regelrecht verbrennen. Da Flussmittel aggressiv (ätzend) sind, deren Rückstände bei der
Weiterverarbeitung zum Oxydieren der Werkzeuge führen, sollten diese nach dem Löten vor weiteren Arbeiten abgewaschen werden. Ein kleiner Tipp: die kleinen
Fläschchen mit Lötwasser unbedingt standfest in einem Ständer etc. fixieren. Diese fallen, natürlich vorzugsweise bei auf der Arbeitsfläche ausgebreitetem
Werkzeug zu gerne um.
Links Lötunterlage, Lötzinn und Lötwasser sowie Lötkolben mit 20 / 100 / 40 Watt, rechts Halter für Lötwasser und Lötzinn.
Vorverzinnen
Im Zusammenhang mit Löten genannte Leistungsangaben der Lötkolben erscheinen aus meiner Erfahrung oft als überdimensioniert. Richtig ist, dass eine zu
geringe Leistungsaufnahme nachteilig ist und gerade deshalb zu einer übermäßigen Erwärmung der zu verlötenden Teile führt. Eine übermäßige Erwärmung der
Teile wird vermieden, indem die Fügestellen der Einzelteile vor dem Zusammenlöten verzinnt werden. Eventuell zuviel aufgetragener Lötzinn (Buckel, Nasen) an
den Fügestellen ist vor der weiteren Verarbeitung zu entfernen.
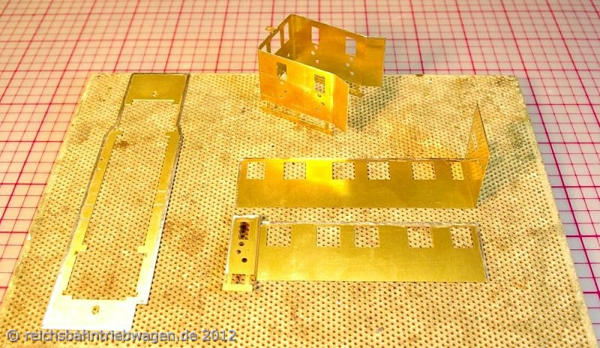
Die beabsichtigte Lötstellen wurden vor der Weiterverarbeitung mechanisch gereinigt sowie verzinnt.
Verlöten
Die zu verbindenden Teile werden positioniert, nochmals mit Flussmittel benetzt und je nach Art der Lötstelle (flache Überlappung, Eckverbindung, Befestigung
Zurüstteile) mit entsprechend nochmals verzinnter Lötspitze verlötet. Durch die vorverzinnten Teile kann das Lot ungehindert in die Fugen fließen und ergibt eine
gleichmäßige, saubere Lötnaht. So wurde der seitliche Rand der Messinggrundplatte für ein Triebwagendach erst nach dem Aufkleben sowie Verschleifen von zwei
Dachteilen als Polystrol verzinnt und ein Blechstreifen als Regenrinne angelötet!
Dach aus Polystrol aufgeklebt auf eine Messinggrundplatte mit nachträglich angelöteter Regenrinne.
Bei größere Baugruppen, wie Gehäusen werden nach dem Vorbereiten der Teile diese auf einer Lötunterlage platziert, ggf. durch Stahlstifte in den Löchern fixiert,
Höhenunterschiede sowie Schrägen werden durch kleine Leisten unterstützt. Die Teile werden zunächst nur durch kleine Lötpunkte geheftet, an den Lötstelle außen
auf Passung (kein Spalt, gerader Verlauf, kein horizontaler Höhenversatz) kontrolliert. Die weiteren Seitenteile des Gehäuses werden ebenfalls nur geheftet, danach
das Gehäuse auf Verzug kontrolliert. Nach dem Verlöten der Seitenteile wird je nach Bausatz die stabilisierende Dach- oder auch Bodenplatte eingelötet, möglichst
mit Druck die Seitenwand an die Dachplatte gedrückt und dann verlötet. Dabei die Lötnaht nicht sofort durchgehend angelegen, besser ebenfalls nur in kleinen
Etappen, bei denen jeweils die Lötstelle auf richtigen Sitz kontrolliert wird. Durch diese Vorgehensweise wird eine übermäßige Erwärmung der Teile vermieden, eine
umständliche Fixierung des Gehäuses mit Spanneinrichtungen entfällt. Lediglich ein paar Leisten werden zur gleichmäßigen Verteilung des Druckes sowie zur
Vermeidung einer übermäßigen Erwärmung der Finger benötigt. Erst danach werden die bis dato nur gehefteten Fügestellen der Seitenteile, ebenfalls mit Zugabe
von Flussmitteln mit einer durchgehenden Lötnaht versehen.
Nicht gelungene Lötstellen werden vor weiteren Lötverbindungen korrigiert, zuviel aufgetragener Lötzinn an den Lötstellen wird mit Entlötlitze oder einer Löt-
saugpumpe entfernt.
Nach dem Ausrichten der Teile wird die erste Lötstelle geheftet.
Alle Seitenteile des Gehäuses zusammengesetzt, die Lötstellen nach wie vor nur geheftet.
Einlöten einer Dachplatte, dahinter liegende Holzleiste dient zum Andrücken der Seitenteile an die Dachplatte.
Danach erfolgt des Verlöten der zuvor nur geheften Lötstellen der Gehäuseseitenteile.
Versäubern
Nach dem Löten (und dem Abwaschen von Lötrückständen) werden zuerst die Fügestellen von außen versäubert, dafür ist feines Schleifpapier ausreichend. Fallen
die Lötstellen nach der Bearbeitung zur Zufriedenheit aus, wird der Innenraum nachgearbeitet. Bei wie beschrieben vorbereiteten Lötstellen fließt Lötzinn dünn
sowie gleichmäßig in die Fügestellen, so dass kaum Nacharbeiten anfallen. Eventuell doch zuviel Lötzinn wird mit Fräsern, Schabern, Feilen bzw. Schleifpapier
entfernt. Da Lötzinn Feilen sehr schnell zusetzt, sollten dafür nur extra vorgehaltene, recht grobe Schlüsselfeilen verwendet werden.
Versäubern des Gehäuses nach dem Löten mittels Schleifpapier, Sandpapierfeilen, grobe Nadelfeilen,
Schaber (unten von links), mittels Fräser (oben). In der Mitte Entlötlitze.
ein Kapitel, mit dem sich zahlreiche Modellbahner recht schwer tun. Beim Löten von Messing, aber auch beim Neusilber, wird aufs Weichlöten zurückgegriffen. Das
Lot, umgangssprachlich auch Lötzinn, besteht aus Metalllegierungen mit einem niedrigeren Schmelzpunkt als der zu verbindenden Teile. Der Schmelzpunkt ist
abhängig von der Zusammensetzung der Legierung und liegt bei Weichloten zwischen 140 … 310 oC, bei den im Modellbau verwendeten Loten um 180 … 200 oC.
Aus Umweltgründen wird künftig bei Loten auf den Zusatz von Blei verzichtet, bei diesen liegt der Schmelzpunkt mit etwa 220 oC etwas höher. Die Erwärmung des
Lotes sowie der Teile erfolgt durch Lötkolben.
Lötkolben
Eine vorhandene Lötstation hat sich nicht bewährt, findet nur Anwendung bei Elektroarbeiten sowie Löten von Weißmetallbausätzen. Deshalb finden mehrere
Lötkolben abhängig von der Größe (sowie Stärke) der zu verbindenden Teile Verwendung. Für die meisten Arbeiten reichen Leistung von 20 sowie 40 W, ein
Lötkolben mit 100 W findet Verwendung bei massiven Messingteilen (wie Rundmaterial) bzw. bei Messingblech in größerer Stärke (1,5 mm). Die Form
handelsüblicher Lötspitzen sind für den Modellbau weniger geeignet. Für Lötnähte ist eine keilförmige Form mit spitzer Schneide am zweckmäßigsten, die selber
gefertigt werden muß. Um ein Verzundern der Lötspitzen zu vermeiden, ist diese beim Löten zwischendurch an einem feuchten Schwamm abzustreichen, bei
längeren Pausen sollte der Lötkolben vom Netz getrennt werden. Trotzdem leiden die Lötspitzen, insbesondere durch die verwendung der Flussmittel.
Flussmittel
Ein Löten von Messingblech sowie massiven Messinggussteilen ist ohne Flussmittel, in dem Fall Lötwasser nicht möglich. Lötwasser entoxidiert die Lötstelle vor
dem Löten und verhindert das erneute Oxydieren beim Löten selber. Ohne diese Behandlung sind die Benetzungseigenschaften des Messingblechs derart schlecht,
dass eine Lötnaht kaum möglich ist, Messinggussteile können regelrecht verbrennen. Da Flussmittel aggressiv (ätzend) sind, deren Rückstände bei der
Weiterverarbeitung zum Oxydieren der Werkzeuge führen, sollten diese nach dem Löten vor weiteren Arbeiten abgewaschen werden. Ein kleiner Tipp: die kleinen
Fläschchen mit Lötwasser unbedingt standfest in einem Ständer etc. fixieren. Diese fallen, natürlich vorzugsweise bei auf der Arbeitsfläche ausgebreitetem
Werkzeug zu gerne um.
Links Lötunterlage, Lötzinn und Lötwasser sowie Lötkolben mit 20 / 100 / 40 Watt, rechts Halter für Lötwasser und Lötzinn.
Vorverzinnen
Im Zusammenhang mit Löten genannte Leistungsangaben der Lötkolben erscheinen aus meiner Erfahrung oft als überdimensioniert. Richtig ist, dass eine zu
geringe Leistungsaufnahme nachteilig ist und gerade deshalb zu einer übermäßigen Erwärmung der zu verlötenden Teile führt. Eine übermäßige Erwärmung der
Teile wird vermieden, indem die Fügestellen der Einzelteile vor dem Zusammenlöten verzinnt werden. Eventuell zuviel aufgetragener Lötzinn (Buckel, Nasen) an
den Fügestellen ist vor der weiteren Verarbeitung zu entfernen.
Die beabsichtigte Lötstellen wurden vor der Weiterverarbeitung mechanisch gereinigt sowie verzinnt.
Verlöten
Die zu verbindenden Teile werden positioniert, nochmals mit Flussmittel benetzt und je nach Art der Lötstelle (flache Überlappung, Eckverbindung, Befestigung
Zurüstteile) mit entsprechend nochmals verzinnter Lötspitze verlötet. Durch die vorverzinnten Teile kann das Lot ungehindert in die Fugen fließen und ergibt eine
gleichmäßige, saubere Lötnaht. So wurde der seitliche Rand der Messinggrundplatte für ein Triebwagendach erst nach dem Aufkleben sowie Verschleifen von zwei
Dachteilen als Polystrol verzinnt und ein Blechstreifen als Regenrinne angelötet!
Dach aus Polystrol aufgeklebt auf eine Messinggrundplatte mit nachträglich angelöteter Regenrinne.
Bei größere Baugruppen, wie Gehäusen werden nach dem Vorbereiten der Teile diese auf einer Lötunterlage platziert, ggf. durch Stahlstifte in den Löchern fixiert,
Höhenunterschiede sowie Schrägen werden durch kleine Leisten unterstützt. Die Teile werden zunächst nur durch kleine Lötpunkte geheftet, an den Lötstelle außen
auf Passung (kein Spalt, gerader Verlauf, kein horizontaler Höhenversatz) kontrolliert. Die weiteren Seitenteile des Gehäuses werden ebenfalls nur geheftet, danach
das Gehäuse auf Verzug kontrolliert. Nach dem Verlöten der Seitenteile wird je nach Bausatz die stabilisierende Dach- oder auch Bodenplatte eingelötet, möglichst
mit Druck die Seitenwand an die Dachplatte gedrückt und dann verlötet. Dabei die Lötnaht nicht sofort durchgehend angelegen, besser ebenfalls nur in kleinen
Etappen, bei denen jeweils die Lötstelle auf richtigen Sitz kontrolliert wird. Durch diese Vorgehensweise wird eine übermäßige Erwärmung der Teile vermieden, eine
umständliche Fixierung des Gehäuses mit Spanneinrichtungen entfällt. Lediglich ein paar Leisten werden zur gleichmäßigen Verteilung des Druckes sowie zur
Vermeidung einer übermäßigen Erwärmung der Finger benötigt. Erst danach werden die bis dato nur gehefteten Fügestellen der Seitenteile, ebenfalls mit Zugabe
von Flussmitteln mit einer durchgehenden Lötnaht versehen.
Nicht gelungene Lötstellen werden vor weiteren Lötverbindungen korrigiert, zuviel aufgetragener Lötzinn an den Lötstellen wird mit Entlötlitze oder einer Löt-
saugpumpe entfernt.
Nach dem Ausrichten der Teile wird die erste Lötstelle geheftet.
Alle Seitenteile des Gehäuses zusammengesetzt, die Lötstellen nach wie vor nur geheftet.
Einlöten einer Dachplatte, dahinter liegende Holzleiste dient zum Andrücken der Seitenteile an die Dachplatte.
Danach erfolgt des Verlöten der zuvor nur geheften Lötstellen der Gehäuseseitenteile.
Versäubern
Nach dem Löten (und dem Abwaschen von Lötrückständen) werden zuerst die Fügestellen von außen versäubert, dafür ist feines Schleifpapier ausreichend. Fallen
die Lötstellen nach der Bearbeitung zur Zufriedenheit aus, wird der Innenraum nachgearbeitet. Bei wie beschrieben vorbereiteten Lötstellen fließt Lötzinn dünn
sowie gleichmäßig in die Fügestellen, so dass kaum Nacharbeiten anfallen. Eventuell doch zuviel Lötzinn wird mit Fräsern, Schabern, Feilen bzw. Schleifpapier
entfernt. Da Lötzinn Feilen sehr schnell zusetzt, sollten dafür nur extra vorgehaltene, recht grobe Schlüsselfeilen verwendet werden.
Versäubern des Gehäuses nach dem Löten mittels Schleifpapier, Sandpapierfeilen, grobe Nadelfeilen,
Schaber (unten von links), mittels Fräser (oben). In der Mitte Entlötlitze.